
F510变频调速控制在挤出机中的应用
一、导言
近年来,随着电子设备信息化的发展,作为物理传输介质的各种热敏性聚合物加工需求也越来多,如PVC电缆料,PE硅烷、过氧化物交联电缆料,PE交联屏蔽线等。
生产这些聚合物的关键是挤出机。挤出机也随着越来越高的时效性生产要求在不断发展。
二、挤出机的原理和构成
挤出机的机械原理:
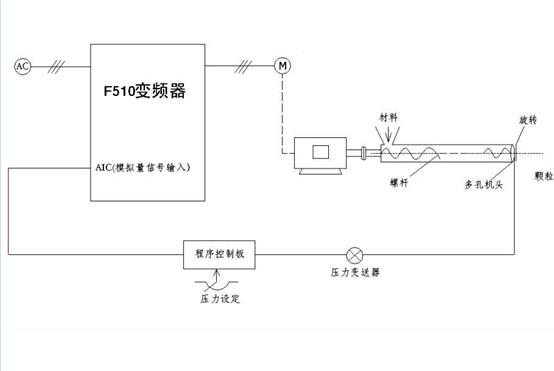
在原料粉末里添加水或适当的液体,并进行不断的搅拌。将搅拌好的材料,用高挤出压力从多孔机头或金属网挤出。
通常是把材料放入圆筒形容器以后,用螺杆挤出材料。在使用变频技术以后,可对压力进行控制,从而可以选择较合适的线性速度。
挤出成型设备的组成部分
一台挤出设备通常由主机(挤出机)、辅机及其控制系统组成。通常这些组成部分统称为挤出机组。
1. 主机
一台挤出机主机由挤压、传动、加热冷却三部分系统组成。
挤压系统主要由螺杆和机桶组成,是挤出机的关键部分;
传动系统中起作用是驱动螺杆,要保证螺杆在工作过程中具备所需要的扭矩和转速;
加热冷却系统主要来保证物料和挤压系统在成型加工中的温度控制。
2. 辅机
挤出设备的辅机的组成根据制品的种类而定。一般说来,辅机由剂透定型装置、冷却装置、牵引装置、切割装置以及制品的卷 取或堆放装置等部分组成。
3. 控制系统
挤出机的控制系统主要由电器、仪表和执行机构组成,其主要作用为:
(1) 控制主、辅机的拖动电机,满足工艺要求所需的转速和功率,并保证主、辅机能协调地运行。
(2)控制主、辅机的温度、压力、流量和制品的质量。
(3) 实现整个机组的自动控制。
三、F510系列变频器在挤出机的应用
F510变频器用于挤出设备,有高质量的运行特性,这是因矢量控制型变频器本身可提供的良好的产品性能决定的。
1〉快速处理器提供更高频率响应
F510变频器内32位处理器,提供高控制精度、快响应频率及好的动态性能。 挤出机的工艺要求主要是控制出口的压力恒定,设备在刚开始工作时,进行转速控制,在达到需求压力时,要切换为压力控制。切换过程应该无冲击,需要变频器高的控制精度,来接应压力信号。
2〉矢量控制提供低频时高扭矩输出
挤出机的主驱动电机主要通过平行轴斜齿轮减速器减速后带动螺杆转动,在基频以下改变运行速度时为恒转矩调速。
以往使用V/f控制型变频器,由于要考虑负载的启动转矩,要设定相应的转矩提升准位,如果转矩提升设置过高,在低频轻载时会励磁太大,容易引起电机严重发热,影响到设备的稳定运行。
采用矢量控制型F510变频器,使用自学习功能可观测电机参数,不但能保证电机在低频时良好的输出特性,F510的自动节能运行功能会随转矩的改变而减少输出的电流,不但能节省电能,更能消除上述工作隐患发生的可能性。
3〉转矩限定和转差补偿
转矩限定功能可对正/反转时转矩限制进行设定,以保持转矩限定在一定水平。
自动转差补偿功能,可自动补偿因负载波动引起的电机转差变化,从而得到良好的机械特性曲线。
四、结束语
F510系列变频器与其他电器设备相配合的挤出机控制系统,能够满足挤出机的工艺要求,达到出口压力恒定的控制指标。运行稳定,产品的适应性强,经济效益明显。